企业在用SPC统计过程控制系统做品质控制的过程中,需要用到的工具手段就是控制图,控制图主要是一个统计管理工具。在SPC统计过程的,为不同的数据应用不同的控制图来统计。首先数据主要分为两大类,一个是计量型数据,另一个是计数型数据。
计量型:用各种计量仪器测出、以数值形式表现的测量结果,包括用量仪和检测装置测的零件直径、长度、形位误差等,也包括在制造过程状态监控测得的切削力、压力、温度、浓度等。
计数型:通常是指不用仪器即可测出的数据。计件如不合格件数;计点如PCB上的漏焊数、溢胶数等.
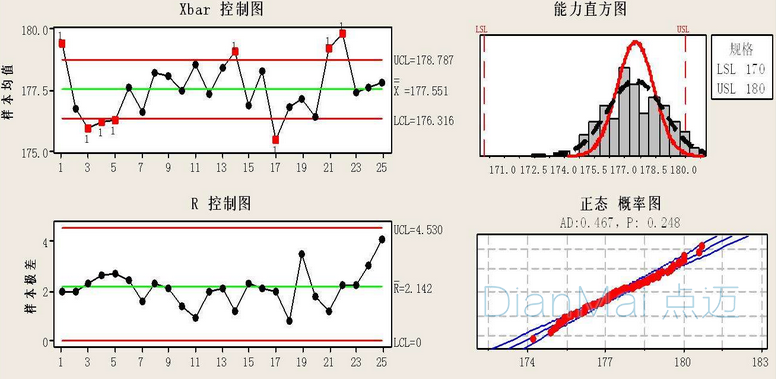
图一:SPC自动控制图纸展示
以下是常见的控制图类型:
计量型控制图:
• IX-MR(单值移动极差图)
• Xbar-R(均值极差图)
• Xbar-s(均值标准差图)
计数型控制图:
• P(用于可变样本量的不合格品率)
• Np(用于固定样本量的不合格品数)
• u(用于可变样本量的单位缺陷数)
• c(用于固定样本量的缺陷数)三大理由,让你不得不重视SPC统计过程控制
那么企业在做SPC品质控制过程中,应如何选择正确的控制图呢?选择技巧可参考以下图表:
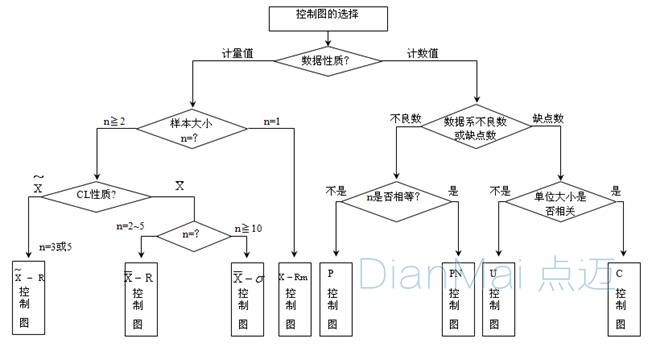
图二:SPC控制图架构选择


