1 系统介绍
MES能通过信息传递对从订单下达到产品完成的整个生产过程优化管理。当工厂发生实时事件时,MES能对此及时做出反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力、改善物料的流通性能,又能提高生产回报率。MES还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品行为的关键任务信息。
从以上可以看出,MES是对整个车间制造过程的优化,并不是单一的解决某个生产瓶颈问题。同时,还要求MES必须提供实时收集生产过程中数据的功能,并做出相应的分析和处理;MES需要与计划层和控制层进行信息交互,通过企业的连续信息流来实现企业信息全集成。
本文阐述的WMES指的是焊装车间MES,该系统处于计划层和控制层系统之间的执行层,主要负责生产管理和调度执行,它为工厂搭建了一个平台,让工厂在这个平台中对人、机、料等因素进行监管,使管理者能够即时掌握生产状况。汽车制造企业生产线管理系统应用案例

图一:汽车焊装车间生产现场
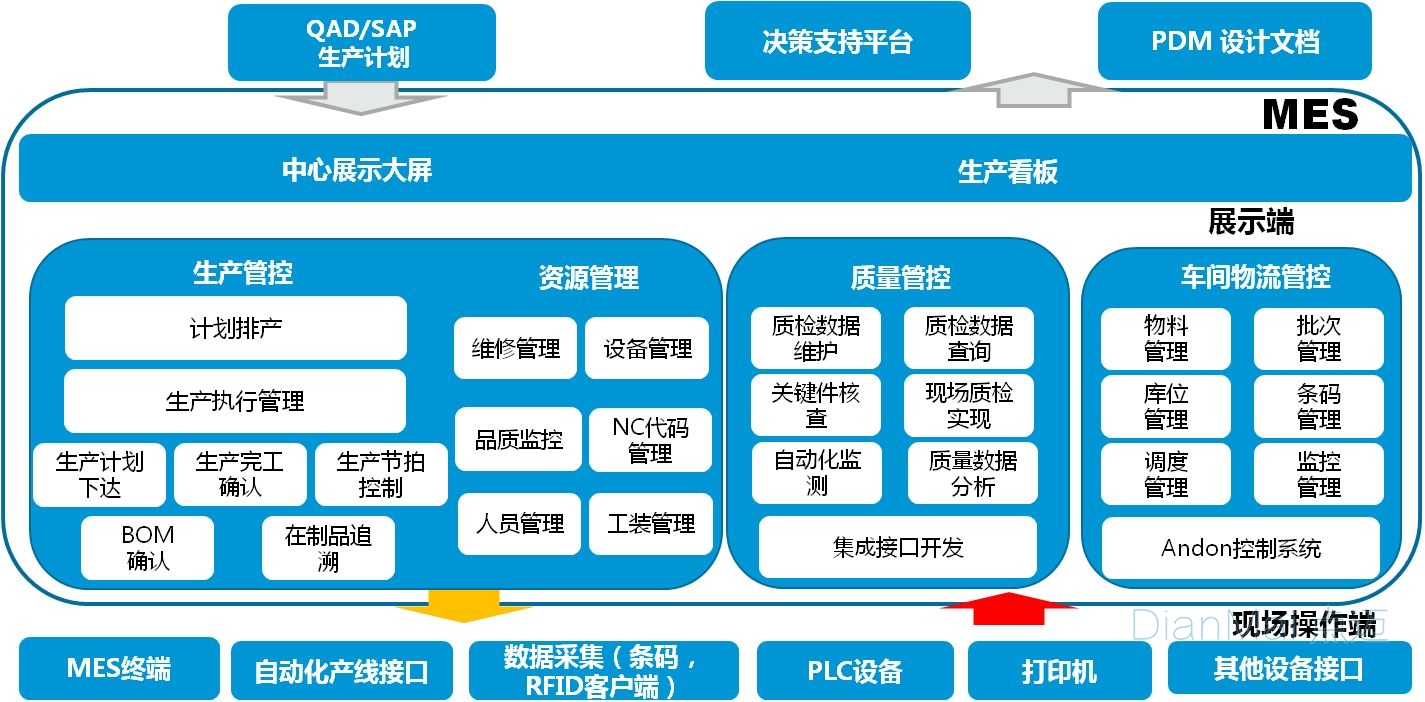
2 系统构成
系统通过接受上层生产管理系统与相关设备间的数据、提供上层数据接口、实现相关网络建设数据、与上下层之间的数据的交互。实现焊装生产过程的自动识别及跟踪、生产过程监控、ANDON管理等功能。
车间车体自动识别跟踪系统(AVI)通过以太网在线实时收集相关信息,在对生产计划提供实施指令的同时,兼顾生产过程的跟踪及校核,对各自生产线的成品进行在线实时载入,建立系统成品数据库,并将实时发生的与生产计划及线体状态相关的信息加载到产品数据库。为生产管理提供尽可能客观、实时、准确的历史数据,使系统具备成品追溯功能。
车间内各线体的可编程控制器(PLC)与车间AVI PLC通过以太网连接方式进行数据实时交换,以确保信息的可靠性。汽车行业MES系统解决方案
2.1 AVI系统
AVI系统主要功能是实现生产指令的下达、跟踪、追溯。根据生产任务单将生产计划预制在系统中,见图3。
在柔性线的上线工位,通过扫描车身附带的条形码将车型所对应的信息下达到主焊线PLC,以供主焊线实现计划队列的柔性生产。同时,将当前信息写入滑撬上的射频识别(RFID)载码体中,建立主焊线全线各个工位车型信息数据库,依据主焊线提供的特征点状态变量实时刷新工位信息,滑撬的离队、归。队可依据工作站操作变更信息进行实时调整,全面实现车型追踪,生产看板信息由上位监控计算机所存储的排序数据库、PLC共同驱动并显示。该系统既完成了生产指令的管理,同时又可以对上件工位输入的车型信息和系统预制的生产计划进行核对和提示:对上件错误进行提示更正,并提醒物料实施切换配送。
图二:MES车间管理软件主要功能
2.2 ANDON系统
ANDON系统为一种可视化的讯号系统,是一种将现场状况用视觉方式表示的系统,提供信息以协调联系各工作中心的工作。该系统可将各个点位求援信息及时反映到主机,通过电子看板显示:通过短信方式通知相关人员,并可由计算机实现记录和统计分析。
通过分析系统数据,有助于工程技术人员和管理人员把握需要工艺改进的区域或者需要加强人员培训等需求。通过高精度、柔性化、准时化的生产,在保证质量的前提下,最大限度地体现“精益生产”。
ANDON系统的目的在于提高对设备故障、质量控制、物料供应的管理及控制。在必须的人机交互区域,合理布置求援按钮盒,结合系统的看板和呼叫设备,将求援信息及时通知相关人员,最大限度地减少停线等待时间,提高线体的开工率,并在系统中予以分类统计记录,为管理者提供依据。该系统初期仅对质量、物料、设备问题进行管控。ANDON求援按钮盒布置见图5。当员工发现相应问题时按下对应的按钮,同时短信平台向指定人员发送相关信息,通知相关人员到现场处理,管理平台上显示相应的工时损失,处理完成后由处理人员复位对应按钮发生停线时如无任何求援则系统认定为人员操作问题,此时在管理平台上显示速度损失。
该系统由求援按钮站、呼叫装置构成,采用带灯自锁型按钮,按压所需按钮开关,开关自锁,同时信号灯点亮(非PLC控制),问题解决后再次按压按钮则信号灯复位。求援信号就近连接至相应的区域PLC控制柜内(不再单独增设硬件单元),通过以太网络与数据服务PLC相连接,最终进入系统主机,主机进行分类处理将求援信号请求分别通过看板和呼叫系统发出。ANDON求援系统构成见图6。
该系统在生产线关键工位及需要重点管控的工位设置求援按钮盒,通过系统对各种停机数据进行统计和分析,最终输出报表,管理人员分析相关数据,以方便对整个生产过程进行管理。苏州点迈汽车零配件MES软件管理优势
2.3 节拍统计系统
通过对各工位焊接工作进行简要分析,包括设备动作时间、夹具夹紧时间、人员焊接时间等各分段时间的统计和分析(图7),可简单地了解该线体的线平衡率和瓶颈工位;同时,通过分析瓶颈工位的各项时间数据,结合ANDON系统可以实现对瓶颈问题产生的原因进行分类分析(物料原因、设备原因、质量原因和速度损失原因),从而找出影响整体节拍的因素,为提升节拍和设备综合效率(OEE)提供良好的数据统计分析功能。
该系统还具备焊点统计功能。通过与现场悬点焊机群控的连接,不仅可以对焊接参数实时监控,同时还可以对每把焊枪在节拍内的作业点数进行统计、分析,进而为各工位的工艺纪律监察和品质提升提供分析数据。
工艺文件查询系统主要以电子看板形式布局在各工位。WMES通过以太网与公司网络建立联系,当有新版工艺文件发布时,WMES用覆盖方式将旧版工艺文件替换掉,以保证线体员工总是能够查阅到最新版的工艺文件。此系统同时可以针对不同的部门设定不同的使用和访问权限,工厂内部的文件同样可以直接在工位看板上显示,以供员工查询。
通过工艺文件查询系统的运用,对员工的培训更直接便捷,文件查询更加方便,对于工艺纪律检查更直观快捷,最终实现了生产现场的无纸化管理。

图三:MES车间管理主要功能特性
3 MES的推广
MES是针对汽车焊装车间的特定生产管理系统,其包含的内容不仅仅是本文以上所提到的,还可以通过现场监控系统、群控系统、语音广播系统等子系统来完善生产现场的管理。通过各个系统的相互结合,在计划管理、人员培训、OEE管理、数据采集、生产监控、工艺管理、报表管理、线平衡提升、产能提升等方面发挥重要作用。
从该系统在焊装车间的应用效果来看,在总装上推广的意义更大。总装车间要完成的是成千上万种零部件的组装,其涉及的车型、配置、物料之多,更表明其生产现场管理的难度。总装MES系统还可以将单台物料配送纳入进去,从而整体提升总装的生产现场管理水平。
4 结束语
目前,国内各大汽车生产商都很重视生产现场的管理提升,并且不同层次地也在使用MES系统,整车厂针对自身的实际情况开发应用了不同深度的MES系统,该系统在一定程度上代表了汽车生产厂商的现场管理水平。在汽车市场日益饱和的今天,如何提升生产现场管理能力,降低生产成本,抢占汽车市场份额将成为提升企业盈利能力的重要因素,因此在汽车生产现场领域MES系统将会有良好的应用前景。
更多苏州点迈汽车行业生产软件应用方案参考:苏州大众汽车零部件生产元旦生产工作部署


